
点钻机编程软件有哪些
点钻机编程软件主要包括PLC控制平台、CNC数控系统和运动控制专用软件三大类。不同类型软件在控制精度、多轴同步能力、逻辑控制和系统集成方面存在明显差异。高精度加工更适合CNC或运动控制平台,而自动化产线集成更适合PLC系统。随着工业数字化发展,点钻机编程软件正向智能化、网络化和平台化升级,企业在选型时应结合加工需求与未来扩展能力综合判断。
 Rhett Bai
Rhett Bai- 2026-04-10

点胶机编程指令有哪些类型
点胶机编程指令主要包括运动控制类、工艺参数类、流程控制类、逻辑判断类、输入输出控制类以及坐标补偿类等七大类型,这些指令分别负责路径规划、出胶控制、流程调度、条件判断与误差修正等功能。运动与工艺类指令直接影响点胶精度,流程与I/O类指令提升生产效率,补偿类指令优化稳定性。随着智能制造发展,点胶编程正向模块化、自适应与数据化方向升级。
- William Gu
- 2026-04-10

变频设备编程方法有哪些
变频设备编程方法包括参数设定、端子控制、通信控制、PLC联动、PID闭环以及二次开发等多种方式,不同方法适用于不同自动化场景。简单应用可采用参数设定或端子控制,复杂系统更适合通信和PLC联动控制,高精度需求则采用PID调节。随着工业数字化发展,变频编程正向网络化、智能化和可视化方向演进,企业应结合系统规模与长期规划选择合适方案。
- Elara
- 2026-04-10

曲奇设备编程序有哪些
曲奇设备编程序主要包括PLC编程系统、单片机开发环境、工业PC控制平台以及组态可视化软件等方案,不同规模的曲奇生产线对应不同的控制架构。中大型自动化生产多采用PLC或工业PC系统,小型设备则以单片机控制为主。随着食品行业智能化升级,曲奇设备编程正从基础动作控制向数据采集、质量追溯与远程运维方向发展,选择标准化、可扩展的控制系统更有利于长期运营与升级。
- Joshua Lee
- 2026-04-10

如何设置遥控器代码
设置遥控器代码的关键在于确认设备品牌型号、选择合适的匹配方式并逐步测试直至成功。常见方法包括手动输入代码、自动搜索匹配以及红外学习复制信号,不同方式适用于不同设备场景。手动输入效率较高,自动搜索操作简单,红外学习兼容性更强。随着智能家居发展,蓝牙与自动识别技术逐渐普及,但传统红外代码设置仍具实用价值。掌握标准流程和排查方法,可以有效提升遥控器匹配成功率和使用体验。
- William Gu
- 2026-04-08

开袋机如何添加代码
开袋机添加代码本质是通过PLC或控制系统编写逻辑程序,实现传感检测、执行机构控制与异常处理等功能。完整流程包括控制逻辑设计、I/O配置、模块化编程、仿真调试、安全规范设置及后期优化。不同类型开袋机在编程复杂度上差异明显,随着智能制造发展,代码开发正向模块化、网络化与数据化方向演进。
- Joshua Lee
- 2026-04-08

如何给设备发控制代码
给设备发送控制代码的关键在于理解通信协议、选择合适的通信接口、构建规范的指令结构,并通过安全可靠的传输方式下发和解析反馈。文章系统阐述了常见通信方式、协议设计原则、程序实现流程、安全机制与异常处理方法,并结合行业标准说明未来发展趋势,强调标准化、安全化与平台化是设备控制技术的核心方向。
- Joshua Lee
- 2026-04-08

雕刻机如何用M代码控制气缸
雕刻机通过M代码控制气缸的核心方式是将M指令与控制系统IO端口绑定,利用输出信号驱动电磁阀,从而实现气缸伸缩动作。实现过程包括M代码定义、IO映射设置、电磁阀接线设计以及必要的延时与行程反馈逻辑。为提升稳定性与安全性,应采用闭环控制方式,并结合PLC实现联锁保护。随着自动化升级,气缸控制正向智能化与网络化方向发展。
- Rhett Bai
- 2026-04-03
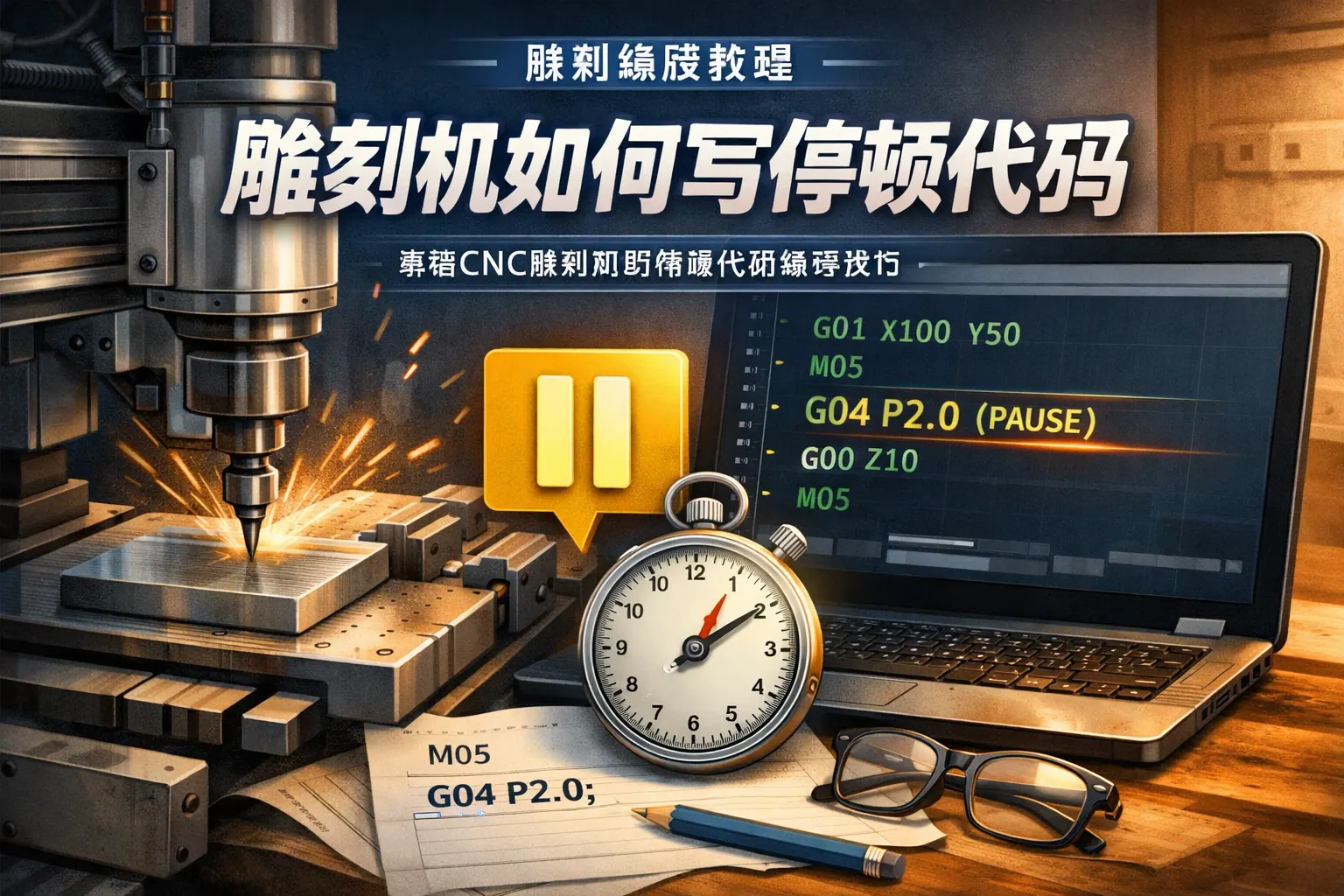
雕刻机如何写停顿代码
雕刻机停顿代码主要通过G04延时指令以及M00、M01暂停指令实现。G04用于时间型停顿,常见于冷却、排屑、点胶等加工场景;M00和M01用于人工干预或选择性暂停。不同控制系统对时间单位支持不同,使用前需确认单位并进行空运行测试。合理编写停顿代码有助于提高加工稳定性与安全性,未来将向智能化、条件触发方向发展。
- Elara
- 2026-04-03

机顶盒遥控代码如何获取
机顶盒遥控代码可以通过查看官方说明书、访问厂商或运营商官网、使用通用遥控器自动搜索功能、利用红外学习复制原始信号,或借助智能家居红外网关匹配数据库等方式获取。不同类型机顶盒在代码公开程度和匹配机制上存在差异,普通用户建议优先采用官方资料查询或自动搜索功能,技术用户可通过学习模式或智能设备整合方式获取。未来随着蓝牙与云端控制技术发展,传统红外代码匹配将更加智能化与自动化。
- Joshua Lee
- 2026-04-03

数控系统有哪些部件
数控系统由控制单元、伺服驱动系统、主轴驱动单元、反馈检测装置、人机界面、输入输出模块及辅助功能模块构成,各部件协同实现程序解析、运动控制与精度补偿。控制单元负责运算与插补,伺服与主轴系统提供动力,反馈装置保障精度,人机界面与通信模块提升操作与数据集成能力。未来数控系统将向高性能、多轴联动与智能化方向发展。
- Rhett Bai
- 2026-03-18

空调系统继电器有哪些
空调系统继电器包括压缩机继电器、风机继电器、启动继电器、时间延时继电器、过载保护继电器、电磁换向继电器和固态继电器等类型,分别承担负载控制、启动保护、延时控制和安全防护等功能。不同继电器在家用与中央空调中的应用场景各异,选型需结合电流容量、启停频率和环境条件。随着智能化发展,空调继电器正向固态化与高可靠性方向升级。
- Rhett Bai
- 2026-03-18

电梯操作系统包括哪些
电梯操作系统并非单一软件,而是由主控系统、驱动系统、安全保护模块、群控调度系统、人机交互界面及远程监控平台等多层结构组成的综合控制体系。其核心是嵌入式实时控制系统,强调安全冗余与实时响应能力,并通过智能算法与物联网技术提升运行效率与维护水平。未来电梯操作系统将向智能化、网络化与节能化方向持续发展。
- Rhett Bai
- 2026-03-18
数控冲床系统厂家有哪些
数控冲床系统厂家主要集中在日本、德国与中国,包括FANUC、Siemens、Bosch Rexroth、AMADA、TRUMPF等国际品牌,以及华中数控、广州数控、新代科技等国内厂商。国际厂商在高端与自动化集成方面具备优势,国产系统在性价比与本地服务方面具有竞争力。企业选择时应结合加工复杂度、自动化需求与预算综合评估,并关注未来智能化与数据化趋势。
- Elara
- 2026-03-18

气动系统工作器件有哪些
气动系统工作器件主要包括气动执行元件、气动控制元件、气源处理装置和辅助器件四大类,其中气缸与气动马达负责动力输出,方向阀、压力阀和流量阀实现动作控制,气源处理装置保障系统稳定运行。随着工业自动化升级,气动器件正向智能化、电气化和节能化方向发展,在制造业中的应用场景持续扩展。合理选型与系统化维护是保障气动系统稳定高效运行的关键。
- Joshua Lee
- 2026-03-18

龙门数控有哪些系统
龙门数控系统主要包括西门子、发那科、三菱、海德汉等国际系统,以及华中数控、广数等国产系统,不同系统在轴数扩展、五轴支持、开放性和稳定性方面存在差异。高端航空与复杂曲面加工通常选择支持多轴联动和高精算法的系统,而中等精度或成本敏感型项目可选择国产或中端系统。未来龙门数控系统将更加智能化、平台化,并与数字化制造体系深度融合。
- William Gu
- 2026-03-17

折弯机数控系统有哪些
折弯机数控系统主要分为经济型、中高端多轴控制型与智能集成型三类,代表品牌包括Delem、Cybelec、ESA及Siemens等,同时国产系统在中端市场持续提升。不同系统在控制轴数、三维仿真能力、补偿算法与数字化集成方面差异明显。企业选型应结合加工复杂度、预算与未来自动化升级需求综合判断,随着智能制造推进,高端多轴与联网集成系统将成为发展趋势。
- Elara
- 2026-03-17

c语言如何控制设备
本文围绕C语言控制设备展开,讲解了其底层交互逻辑与核心优势,对比了不同语言的设备控制效率差异,梳理了完整的开发流程与典型外设控制实现方式,同时给出嵌入式设备控制场景下的代码优化策略,以及国内外开发工具选型的参考方向,并提及设备控制开发中的合规安全注意事项,为开发人员提供全维度的实践指导。
- Joshua Lee
- 2026-03-07

java如何实现开或关设备
本文围绕Java实现设备开关的技术路径展开,介绍了本地直连、远程协议、云平台三种核心实现路径,对比了HTTP、MQTT、Modbus三种主流协议的适配方案与性能表现,结合IDC与Gartner行业报告数据,给出了企业级部署的成本管控、边缘优化与安全防护建议,为Java开发人员提供了可落地的设备控制实现指南,同时梳理了开发中的常见坑点与规避方案。
- Joshua Lee
- 2026-02-26

java如何控制大华摄像头转动
本文围绕Java实现大华摄像头云台转动的全流程展开,从核心逻辑、前期环境搭建、SDK接入与代码解析、场景化参数配置、常见问题优化及合规要点等方面进行详解,通过对比SDK原生调用与二次封装的优劣势,结合权威行业报告数据给出具体开发建议和优化方案,帮助开发者高效落地相关安防项目。
- William Gu
- 2026-02-14